Содержание
Назначение
Пластинчатые теплообменники — это устройства, используемые для передачи тепловой энергии от одного (более горячего) потока к другому (более холодному) потоку через разделяющие их тонкие металлические пластины, которые стягиваются прижимными плитами, образуя единую конструкцию.
Пластинчатые теплообменники повышают энергоэффективность, потому что энергия потоков, уже находящихся в системе, может быть передана в другую часть процесса, а не просто потрачена впустую. В новую эру устойчивого развития растущая настоятельная необходимость экономии энергии и снижения общего воздействия на окружающую среду сделала больший акцент на использовании теплообменников с более высокой тепловой эффективностью. В этом новом сценарии пластинчатый теплообменник может сыграть важную роль.
История
Пластинчатые теплообменники были впервые введены в 1923 году для пастеризации молока, но в настоящее время используются во многих областях применения в химической, нефтяной, климатической, холодильной, молочной, фармацевтической, пищевой и медицинской промышленности. Это связано с их уникальными преимуществами, такими как гибкая тепловая конструкция (пластины могут быть просто добавлены или удалены для удовлетворения различных требований к тепловому режиму или обработке), простота очистки для поддержания строгих гигиенических условий, хороший контроль температуры (необходимый в криогенных процессах) и лучшие характеристики теплопередачи.
Типы пластинчатых теплообменников
Пластинчатый теплообменник (ПТ) – это компактный тип теплообменника, который использует серию тонких пластин для передачи тепла между двумя жидкостями. Существует четыре основных типа ПТ:
- разборные,
- паяные,
- сварные
- полусварные.
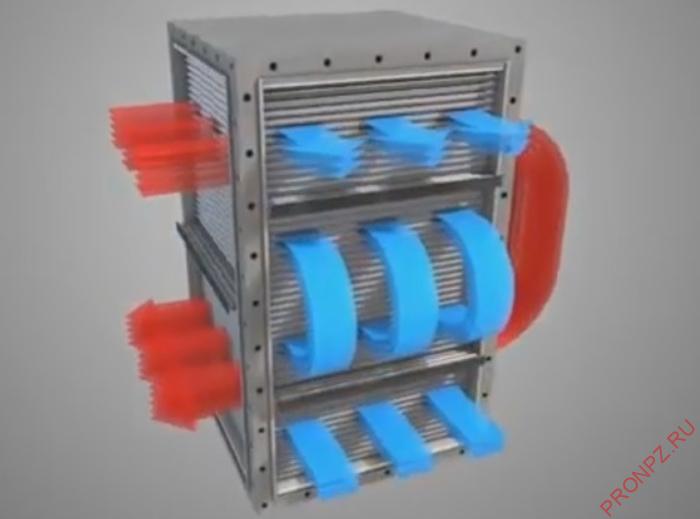
Пластинчатый разборный теплообменник – устройство, в котором основную функцию теплопередачи между теплоносителями выполняет пакет пластин. Среды не смешиваются между собой благодаря чередованию пластин с плотными резиновыми прокладками, которые образуют два контура движения (рисунок 1).

Свое название «разборные» подобный тип агрегатов получил за то, что пакет пластин не только собирается, но и разбирается во время регулярного обслуживания (промывки) или ремонта.
Конструкция разборного теплообменника
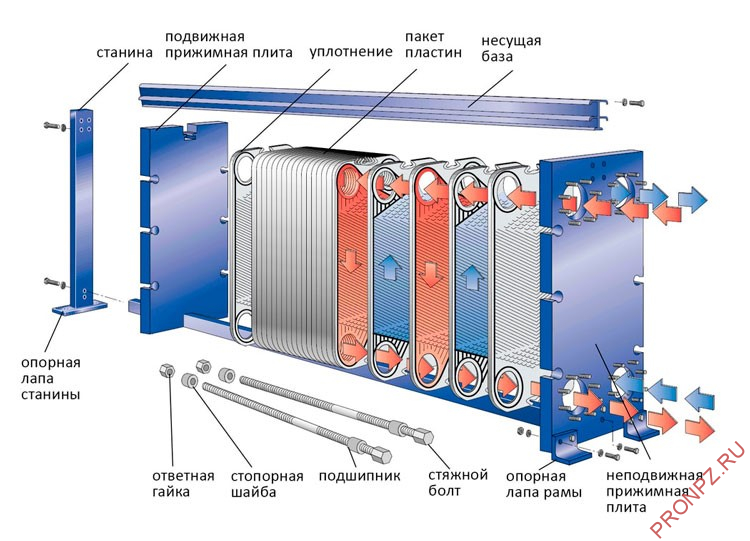
Разборный теплообменник состоит из следующих элементов:
ПТ состоит из:
- пакета тонких прямоугольных пластин с отверстиями, через которые протекают два потока жидкости, где происходит теплопередача. Пластины теплообменного аппарата, выполнены из нержавеющей стали или титана, прижимаются друг к другу с использованием уплотнительных прокладок. Количество пластин зависит от технических параметров и требований к оборудованию.
- рамная пластина (неподвижная прижимная плита),
- прижимная пластина (подвижная прижимная плита), прижимает весь пакет к неподвижной прижимной плите с помощью элементов крепления: стяжных болтов, подшипников, стопорных шайб.
- несущая база – направляющая балка, на которую надеваются пластины во время сборки агрегата.
- опорная станина – вертикальный элемент, к которому прикрепляются направляющие балки (верхняя и нижняя несущие балки).
- верхние и нижние стержни и винты для сжатия пакета пластин.
Индивидуальный пластинчатый теплообменник может вместить до 700 пластин. Когда пакет пластин сжимается, отверстия в углах пластин образуют непрерывные туннели или коллекторы, через которые текучие среды проходят, пересекая пакет пластин и выходя из оборудования. Промежутки между тонкими пластинами теплообменника образуют узкие каналы, которые попеременно пересекаются горячей и холодной жидкостями и обеспечивают небольшое сопротивление теплопередаче.
Типовые пластины и прокладки
Пластины
Самая важная и самая дорогая часть ПТ — это его термические пластины, которые изготавливаются из металла, металлического сплава или даже специальных графитовых материалов, в зависимости от области применения.
Примеры материалов для изготовления ПТ, обычно встречающиеся в промышленном применении:
- нержавеющая сталь,
- титан,
- никель,
- алюминий,
- инколой,
- хастеллой,
- монель,
- тантал.
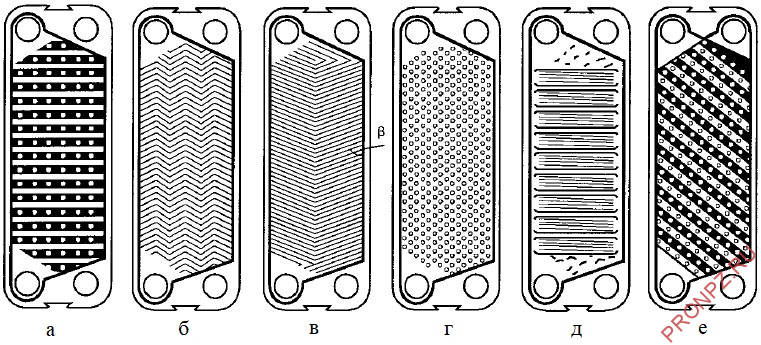
Пластины могут быть плоскими, но в большинстве случаев имеют гофры, которые оказывают сильное влияние на теплогидравлические характеристики устройства. Некоторые из основных типов пластин показаны на рисунке 3, хотя большинство современных ПТ используют шевронные типы пластин.
Каналы, образованные между соседними пластинами, создают закрученное движение для жидкостей, как видно на рисунке 4.

Угол шеврона обращен в смежных листах, так что, когда пластины затягиваются, гофры обеспечивают многочисленные точки контакта, которые поддерживают оборудование. Уплотнение пластин достигается прокладками, установленными по периметру.

Прокладки
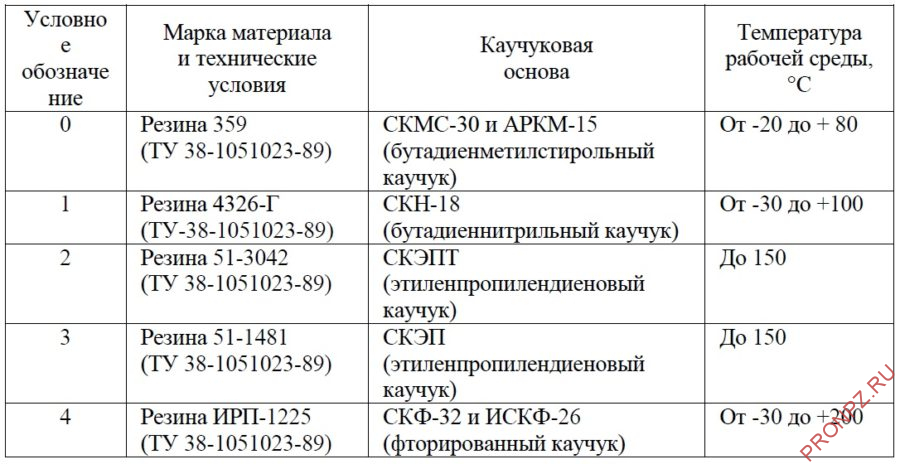
Прокладки обычно представляют собой формованные эластомеры, выбранные на основе их совместимости с жидкостью и условий температуры и давления. Многопроходные устройства могут быть реализованы в зависимости от расположения прокладок между пластинами. Бутиловые или нитрильные каучуки – это материалы, обычно используемые при изготовлении прокладок.
Схемы движения потоков в пластинчатом теплообменнике
Однопроходная схема
Простейшие схемы пластинчатых теплообменников – это те, в которых обе жидкости делают только один проход, поэтому нет никакого изменения направления потоков. Они известны как однопроходные схемы 1-1, и есть два типа: противоточные и параллельные. Большим преимуществом однопроходной компоновки является то, что входы и выходы жидкости могут быть установлены в неподвижной пластине, что позволяет легко открывать оборудование для технического обслуживания и очистки, не нарушая работу трубопроводов. Это наиболее широко используемая однопроходная конструкция, известная как U-образная компоновка. Существует также однопроходная Z-схема, в которой имеется вход и выход жидкости через обе торцевые пластины (рисунок 9).
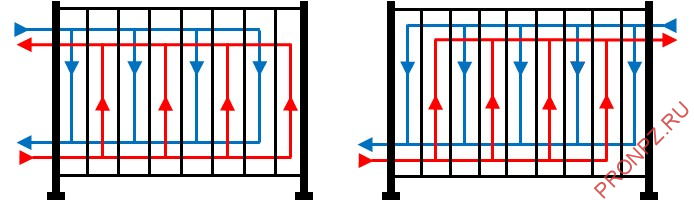
Противоточный поток, где потоки текут в противоположных направлениях, обычно предпочтительнее из-за достижения более высокой тепловой эффективности, по сравнению с параллельным потоком, где потоки текут в одном направлении.
Многопроходная схема
Многопроходные устройства могут также использоваться для повышения теплопередачи или скорости потока потоков и обычно требуются, когда существует существенная разница между расходами потоков (рисунок 10).

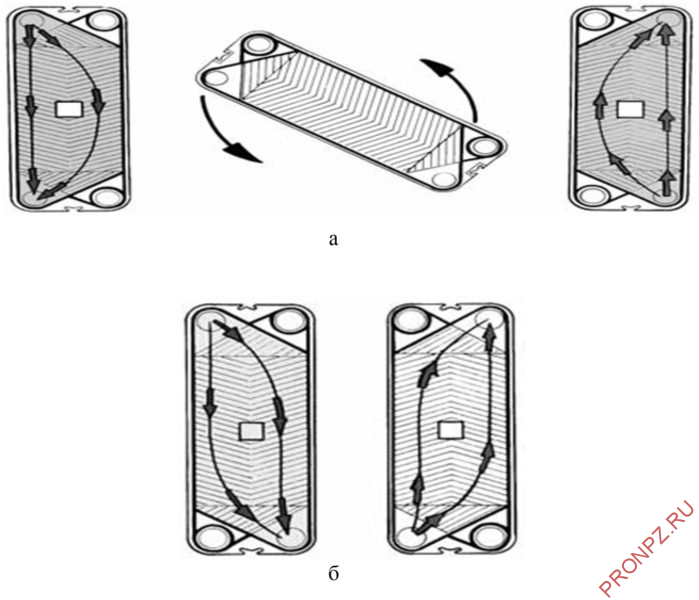
Пластины ПТ могут обеспечивать вертикальный или диагональный поток, в зависимости от расположения прокладок. Для вертикального потока вход и выход данного потока расположены на одной стороне теплообменника, тогда как для диагонального потока они находятся на противоположных сторонах. Сборка пакета пластин включает чередование пластин “а” и “в” для соответствующих потоков. Монтаж пакета пластин в режиме вертикального потока требует только соответствующей конфигурации прокладок, поскольку устройства А и в эквивалентны (они поворачиваются на 180°, как показано на рисунке 11а). Это невозможно в случае диагонального потока, для которого требуются оба типа монтажных пластин (рисунок 11б). Плохое распределение потока с большей вероятностью происходит в массиве вертикального потока.
Достоинства и недостатки
Достоинства
- Гибкость: простая разборка позволяет адаптировать ПТ к новым технологическим требованиям путем простого добавления или удаления пластин, или изменения количества проходов. Кроме того, разнообразие моделей пластинчатых гофр, доступных вместе с возможностью использования их комбинаций в одном и том же ПТ, означает, что различные конформации блока могут быть протестированы в ходе процедур оптимизации.
- Хороший контроль температуры: благодаря узким каналам, образованным между соседними пластинами, в ПТ содержится лишь небольшой объем жидкости. Таким образом, устройство быстро реагирует на изменения технологических условий с коротким временем запаздывания, так что температура легко контролируется. Это важно, когда необходимо избегать высоких температур. Кроме того, форма каналов уменьшает возможность возникновения застойных зон (мертвого пространства) и зон перегрева.
- Низкая стоимость производства: поскольку пластины только спрессовываются (или склеиваются) вместе, а не свариваются, производство ПТ может быть относительно недорогим. Для изготовления пластин могут быть использованы специальные материалы, чтобы сделать их более устойчивыми к коррозии и/или химическим реакциям.
- Эффективная теплопередача: гофры пластин и малый гидравлический диаметр усиливают образование турбулентного потока, так что для жидкостей можно получить высокие скорости теплопередачи. Следовательно, до 90% тепла может быть восстановлено, по сравнению только с 50% в случае кожухотрубных теплообменников.
- Компактность: высокая тепловая эффективность ПТ означает, что они имеют очень малую площадь. При той же площади теплопередачи ПТ часто могут занимать на 80% меньшую площадь (иногда в 10 раз меньше), чем кожухотрубные теплообменники (Рисунок 7).
- Уменьшение загрязнения: уменьшение загрязнения происходит в результате сочетания высокой турбулентности и короткого времени пребывания жидкости. Поправочные коэффициенты на загрязнения для ПТ могут быть в десятки раз ниже, чем для кожухотрубных теплообменников.
- Простота осмотра и очистки: поскольку компоненты PHE могут быть разделены, можно очистить и проверить все детали, которые подвергаются воздействию жидкостей. Эта особенность необходима в пищевой и фармацевтической промышленности.
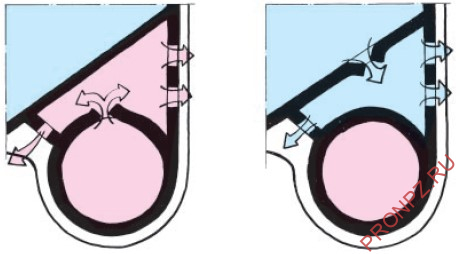
- Простое обнаружение утечек: прокладки имеют вентиляционные отверстия (рисунок 8), которые предотвращают смешивание жидкостей в случае отказа, что также облегчает обнаружение утечек.

Недостатки
- Ограничения температуры и давления: важное ограничение ПТ связано с пластинчатыми прокладками. Давление и температура, превышающие 25 атм и 160 °С соответственно, недопустимы, поскольку они могут привести к утечке стандартных прокладок. Однако прокладки, изготовленные из специальных материалов, выдерживают температуру до 400 °С, и есть возможность приварить или припаять пластины друг к другу, чтобы работать в более тяжелых условиях. Это имело бы дополнительные преимущества увеличения эксплуатационных пределов, а также возможность работы с агрессивными жидкостями, поскольку это исключило бы необходимость в прокладках. Однако ПТ утратит свои основные преимущества гибкости и простоты очистки, а оборудование станет более дорогим.
- Высокий перепад давления: из-за гофрированных пластин и небольшого пространства потока между ними перепад давления из-за трения высок, что увеличивает затраты на перекачку. Падение давления может быть уменьшено путем увеличения числа проходов за проход и разделения потока на большее число каналов. Это уменьшает скорость потока в канале, следовательно, уменьшая коэффициент трения. Однако коэффициент конвективной теплопередачи также снижается, что снижает эффективность работы теплообменника.
- Фазовый переход: в особых случаях ПТ могут использоваться в операциях конденсации или испарения, но не рекомендуются для газов и паров из-за ограниченного пространства внутри каналов и ограничений давления.
- Типы жидкостей: обработка жидкостей, которые являются высоковязкими или содержат волокнистый материал, не рекомендуется из-за высокого перепада давления и проблем распределения потока внутри ПТ. Следует также учитывать совместимость между жидкостью и материалом прокладки. Следует избегать легковоспламеняющихся или токсичных жидкостей из-за возможности утечки.
- Утечка: трение между металлическими пластинами может вызвать износ и образование небольших отверстий, которые трудно обнаружить. В качестве меры предосторожности рекомендуется нагнетать технологическую жидкость под давлением, чтобы уменьшить риск загрязнения в случае утечки из пластины.