Содержание
Выбор процесса очистки
Процесс, выбранный для очистки кислого газа, зависит от общих условий:
- концентрация сероводорода (H2S) и меркаптанов в кислом газе, а также и пределы по H2S и общей сере в товарном газе
- максимальный проектный расход
- входное давление неочищенного газа
- требование для извлечения серы
- приемлемый метод утилизации отходов
Экономическая целесообразность
Выбранный процесс должен быть экономически эффективным в соответствии с различными спецификациями и требованиями. Во всем мире правила обычно ограничивают сжигание H2S.

Очистить газовые потоки, содержащие очень низкие концентрации H2S, можно разными способами, в зависимости от общих условий. Если поток кислого газа содержит более 30-45 кг серы в день в форме H2S в сырьевом, для очистки потока кислого газа обычно выбирают регенеративный химический абсорбент. Для кислого газа, имеющего очень низкое содержание H2S , обычно используется химический нейтрализатор. В таких случаях химическое вещество расходуется, и метод окончательного удаления отработанного химического вещества является предметом обсуждения.
Выбор абсорбента для процесса очистки
Желаемыми характеристиками абсорбента являются:
- необходимость удаления сероводорода H2S и других соединений серы.
- поглощение углеводородов должно быть низким.
- давление паров абсорбента должно быть низким, чтобы минимизировать потери абсорбента.
- реакции между растворителем и кислыми газами должны быть обратимыми, чтобы предотвратить разложение абсорбента.
- абсорбент должен быть термически стабильным.
- удаление продуктов разложения должно быть простым.
- поглощение кислого газа на единицу циркулирующего абсорбента должно быть высоким.
- потребность в тепле для регенерации или удаления абсорбента должна быть низкой.
- абсорбент должен быть неагрессивным.
- абсорбент не должен пениться в абсорбере или десорбере.
- желательно избирательное удаление кислых газов.
- абсорбент должен быть дешевым и легкодоступным.
К сожалению, нет ни одного абсорбента, который обладает всеми желаемыми характеристиками. Это делает необходимым выбор абсорбента, который лучше всего подходит для обработки конкретной смеси кислых газов из различных доступных абсорбентов. Кислые смеси природного газа различаются по:
- содержанию и соотношению H2S и CO2
- содержанию тяжелых или ароматических соединений
- содержанию COS, CS2 и меркаптанов
Хотя кислый газ в основном очищается абсорбентами, для слабо кислого газа может быть более экономичным использование абсорбентов-поглотителей или твердых агентов. В таких процессах соединение химически реагирует с H2S и расходуется в процессе очистки, требуя периодической замены очищающего компонента.
Технологическая схема
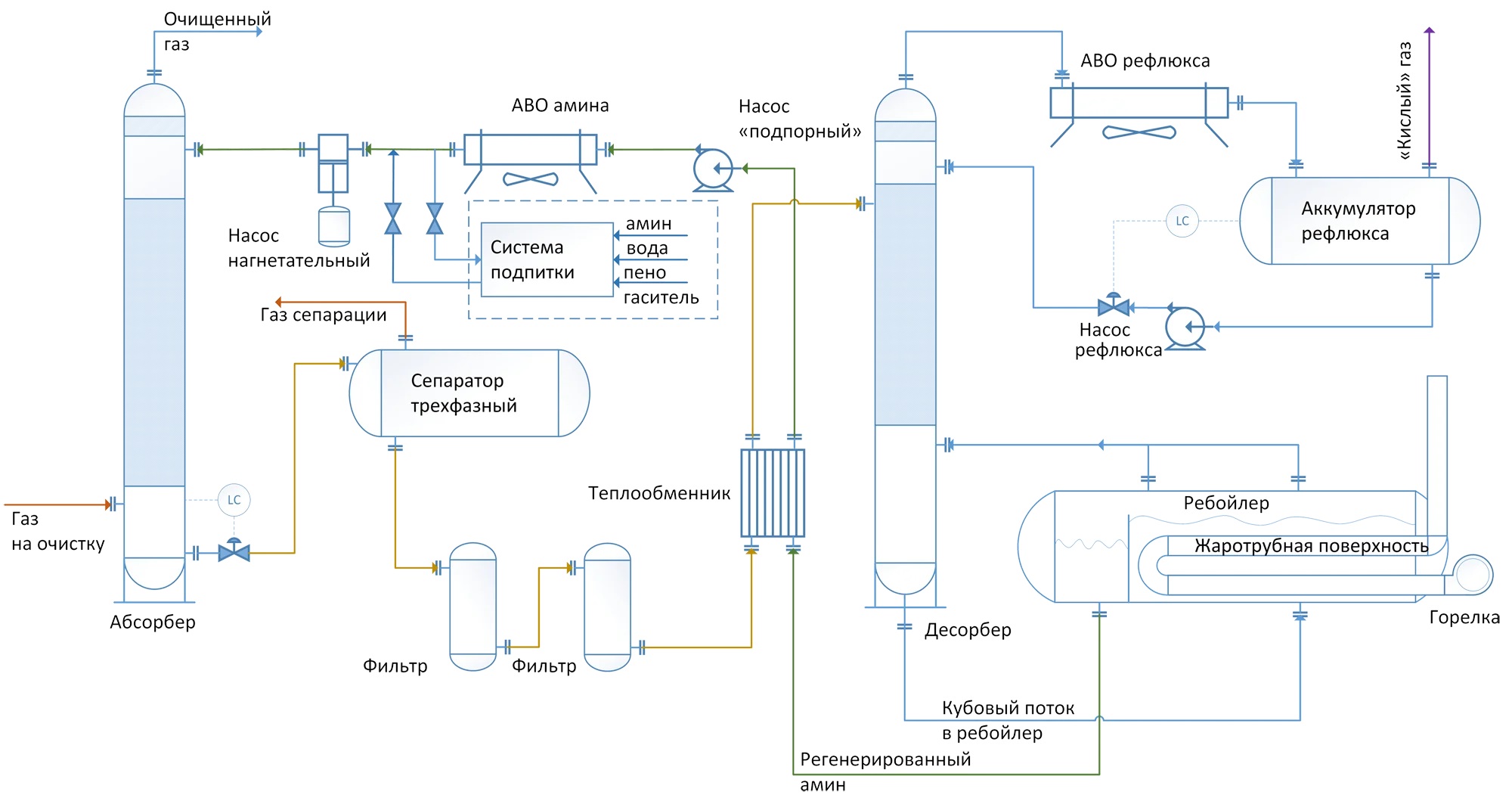
Абсорбер
Кислый газ, подаваемый на очистку, поступает в нижнюю часть абсорбера. Этот аппарат обычно содержит от 20 до 24 тарелок, но для небольших установок это может быть колонна, оснащенная насадкой. Водный раствор амина поступает в верхнюю часть абсорбера. По мере того как раствор стекает по тарелкам вниз, он находится в контакте с кислым газом, поскольку газ движется вверх через слой жидкости на каждой тарелке. Когда газ достигает верхней части сосуда, практически весь H2S и, в зависимости от используемого абсорбента, весь CO2 удаляются из потока газа. Очищенный газ соответствует спецификациям по содержанию H2S, CO2, общей сере.
Сепарация и подогрев насыщенного амина
Насыщенный раствор амина покидает абсорбер внизу и проходит через клапан сброса давления, обеспечивая падение давления примерно на 4 кгс/см2. После снижения давления обогащенный раствор поступает в сепаратор, где выделяется большая часть растворенного углеводородного газа и некоторое количество кислого газа. Затем раствор протекает через теплообменник, нагреваясь от тепла горячего потока регенерированного амина.
Десорбер
Насыщенный абсорбент поступает в аппарат, где регенерация абсорбента происходит при давлении около 0,8-1 кгс/см2 и температуре кипения раствора. Тепло подается от внешнего источника, такого как ребойлер. Отпаренный кислый газ и любой углеводородный газ, не испарившийся в сепараторе, выходит сверху десорбера вместе с небольшим количеством абсорбента и большим количеством водяного пара. Этот поток паров проходит через конденсатор, обычно воздушный охладитель, для конденсации паров абсорбента и воды.
Смесь жидкости и газа поступает в сепаратор, обычно называемый рефлюксной емкостью (аккумулятором рефлюкса), где кислый газ отделяется от сконденсированных жидкостей. Жидкая фаза сепаратора подается обратно в верхнюю часть десорбера в качестве флегмы. Поток газа, состоящий в основном из H2S и CO2, обычно направляется на установку получения серы. Регенерированный раствор поступает из ребойлера через теплообменник с насыщенным / регенерированным раствором амина в аппарат воздушного охлаждения и далее в расширительный бак. Затем поток нагнетается насосом высокого давления обратно в верхнюю часть абсорбера, чтобы продолжить очистку кислого газа.

Система фильтрации
Большинство систем абсорбентов имеют средства фильтрации раствора. Это достигается путем пропускания насыщенного раствора амина из сепаратора через фильтр для улавливания твердых частиц, а иногда и через угольный фильтр. Цель состоит в том, чтобы поддерживать высокую степень чистоты раствора для избежания пенообразования раствора. Некоторые системы абсорбентов также имеют средства для удаления продуктов разложения, которые включают в себя поддержание дополнительного ребойлера для этой цели при подключении оборудования для регенерации.
Материальный баланс
| Приход | кг/час | %мас. | Расход | кг/час | %мас. |
| Исходный газ | 289924,53 | 100,01 | Очищенный газ | 133193,34 | 100 |
| в т.ч. H2S | 83234,37 | 28,71 | H2S | 0,96 | 0,00072 |
| С2 | 6172,59 | 2,13 | С2 | 6172,59 | 4,63 |
| С3 | 5151,46 | 1,78 | С3 | 5151,46 | 3,87 |
| С4 | 3038,04 | 1,05 | С4 | 3038,04 | 2,28 |
| С5 | 232,41 | 0,84 | С5 | 2432,41 | 1,83 |
| С6+ | 1613,27 | 0,56 | С6+ | 1613,27 | 1,21 |
| RSH | 473,21 | 0,16 | RSH | 473,21 | 0,36 |
| Регенерированный р-р ДЭА | 1579982,42 | 100 | Насыщенный р-р ДЭА | 1736713,61 | 100 |
| в т.ч. ДЭА | 608293,23 | 38,5 | в т.ч. ДЭА | 608293,23 | 35,03 |
| H2О | 971373,19 | 61,48 | H2О | 971373,19 | 55,93 |
| H2S | 158,00 | 0,01 | H2S | 83391,41 | 4,80 |
| итого | 1869906,95 | итого | 1869906,95 |
Типы эксплуатационных проблем
Основные проблемы, с которыми можно столкнуться при эксплуатации установок для очистки кислых газов с использованием химических абсорбентов, заключаются в следующем:
- несоблюдение спецификации H2S для товарного газа
- вспенивание раствора в контакторе или регенераторе
- коррозия в трубах и сосудах
- потери абсорбента
Невыполнение требований по содержанию H2S в товарном газе и технические характеристики. Очищенный газ, который не соответствует спецификациям H2S, не допускается к реализации в газотранспортных линиях. Потенциальными причинами брака в товаре являются:
- изменение концентрации кислого газа в исходном газе
- изменение температуры подаваемого газа
- слишком горячий раствор регенерированного амина
- слишком низкая концентрация абсорбента в растворе
- недостаточная регенерация раствора
- недостаточный контакт в абсорбере
- слишком низкая скорость циркуляции амина
- слишком низкое давление в абсорбере
- слишком высокая концентрация продуктов разложения
- слишком высокий расход газа на входе
- механические повреждения или проблемы в абсорбере
- вспенивание
Вспенивание раствора абсорбента
Вспенивание раствора происходит, когда газ механически захватывается жидкостью в виде пузырьков. Тенденция к образованию пузырьков возрастает с уменьшением поверхностного натяжения раствора вследствие присутствия постороннего вещества на поверхности раствора на тарелке. Считается, что вспенивание вызвано такими факторами, как:
- жидкие углеводороды, поступающие в контактор с кислым газом
- кислые продукты распада аминов
- обработка газа химикатами из скважин или системы сбора
- обработка химикатами подпиточной воды
- компрессорное масло
- мелкодисперсные твердые суспензии, такие как сульфид железа

Хотя твердые вещества, взвешенные в растворе, сами по себе не могут вызвать вспенивания, считается, что они имеют тенденцию стабилизировать пену. Результаты от вспенивания могут быть следующими:
- серьезные сбои в работе технологического аппарата
- унос и потеря химических веществ
- возможное повреждение последующего технологического оборудования или материала
Лучший способ уменьшить склонность к вспениванию — это обеспечить, чтобы кислый газ, поступающий в контактор, был чистым, без сконденсированных жидкостей, а раствор очищался механической и угольной фильтрацией. Добавление к раствору антипенных агентов иногда эффективно в борьбе с тенденцией раствора к вспениванию. Однако это не решает основной проблемы. Слишком много антипенных присадок в растворе может фактически усугубить проблемы вспенивания.
Коррозия
Коррозия широко распространена на большинстве установок аминовой очистки. Необходимо контролировать скорость коррозии путем добавления ингибитора коррозии и использования нержавеющей стали в определенных частях технологического оборудования. В случае растворов МЭА скорость коррозии имеет тенденцию увеличиваться с увеличением концентрации раствора выше около 22% МЭА, а также с высоким уровнем продуктов распада аминов в растворе. Большинство технологических трубопроводов и емкостей на установках аминовой очистки построены из углеродистой стали.
Невозможно с уверенностью предсказать, где возникнет коррозионный износ. Опыт показал, что наиболее вероятными областями для коррозионного воздействия являются те, где температура высокая, например:
- верхняя часть десорбера
- трубы ребойлера
- теплообменник
- некоторые соединительные трубопроводы
После многих лет службы в оболочке абсорбера или регенератора иногда проявляются водородные пузыри.

Водородно-индуцированное растрескивание (охрупчивание) может также произойти в сварных швах в сосудах или трубопроводах после многих лет эксплуатации. Коррозия/эрозия могут возникать в областях с высокими скоростями текучей среды, таких как:
- в возвратной линии от ребойлера
- в точке входа паров ребойлера в регенератор
- ниже по схеме от напорных спускных клапанов
По сравнению со смесями CO2 и H2S скорость коррозии в системах аминовой очистки, особенно в системах МЭА, обычно увеличивается при:
- увеличение температуры
- повышение концентрации аминов
- увеличение загрузок
- чистый кислый газ.
МЭА, как правило, гораздо более агрессивен, чем ДЭА, а МДЭА лишь слегка агрессивен.
Применение ингибиторов коррозии
Применение ингибиторов коррозии является общепринятой практикой для уменьшения воздействия на сталь H2S и CO2 в водной среде. В большинстве установок очистки кислых газов ингибитор коррозии непрерывно вводится в раствор абсорбента.
Потеря абсорбента
Во всех системах регенерации (десорбции) абсорбентов необходимо периодически добавлять в раствор чистый абсорбент из-за потери абсорбента во время работы. Потери абсорбента в системах обработки газа могут происходить из-за:
- испарение
- увлечение
- разложение и удаление продуктов разложения
- механические потери
Растворители, используемые при очистке газов, как и любые другие жидкости, имеют давление пара, которое увеличивается с повышением температуры. В системе аминовой очистки газа есть три сосуда, в которых разделяются потоки газа и жидкости:
- абсорбер
- сепаратор
- рефлюксная емкость
Безусловно, самый большой поток газа — это тот, который выходит из абсорбера. Чтобы уменьшить потери абсорбента из этого источника, процесс промывки водой обычно применяется к обработанному газу после абсорбера. Потери абсорбента из сепаратора обычно довольно малы, так как количество газа, выходящего из этого резервуара, обычно невелико по сравнению с общим потоком установки. Когда раствор регенерируется в десорбере, некоторое количество абсорбента покидает десорбер вместе с потоком кислого газа и водяным паром. После охлаждения верхнего потока десорбера и конденсации большей части воды и амина жидкость возвращается в верхнюю часть десорбера в виде рефлюкса, который также восстанавливает большую часть абсорбента. Тем не менее, некоторые пары абсорбента покидают верхнюю часть рефлюксной емкости вместе с потоком кислого газа. Более низкие температуры рефлюксной емкости уменьшают потери абсорбента в этой точке.
Унос абсорбента происходит во время вспенивания или в условиях высокой скорости движения газа. Предотвращая вспенивание и оставаясь в пределах проектной пропускной способности, можно избежать потерь на унос.
В системах аминовой очистки происходит некоторое разложение абсорбента. Первичные амины наиболее подвержены этой проблеме, и такие системы требуют специального разделительного оборудования для периодического удаления продуктов разложения, способствующих коррозии. Продукты разложения в основном вызваны необратимыми реакциями между абсорбентом и CO2.
Наиболее серьезные потери абсорбента обычно возникают в результате механических воздействий или проблем. К ним относятся:
- замена фильтров
- течь с насосов или фланцев
- очистка и осушение сосудов
Существующие установки
Процессы очистки кислых газов являются обязательными на каждом НПЗ, как в России, так и в мире.
Это позволяет привести товарные газы к требованиям спецификаций. Кроме того, это существенно повышает уровень экологичности производства за счет очистки газов, поступающих в качестве топлива в нагревательные печи. Наиболее часто на НПЗ в России используется процесс химической абсорбции с последующей регенерацией насыщенного амина.