Содержание
Стадии процесса каталитического крекинга
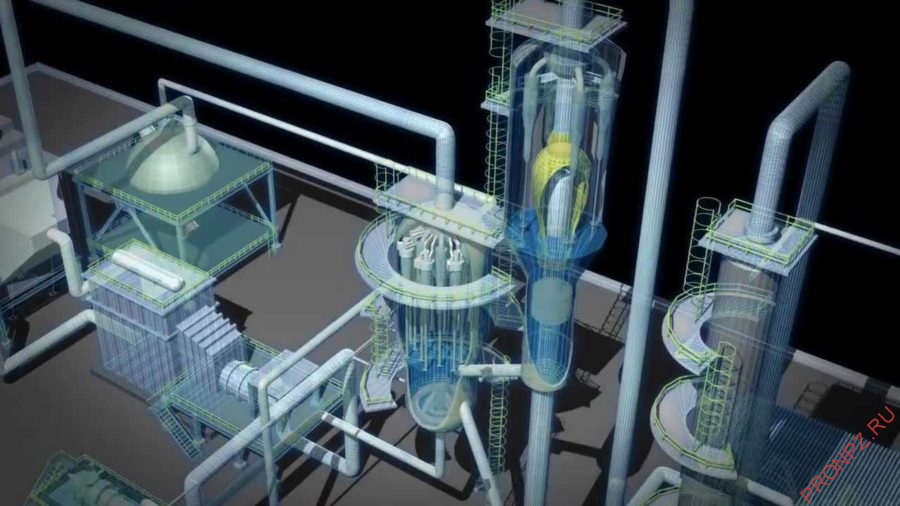
Процесс каталитического крекинга нефтяных фракций в кипящем слое микросферического цеолитсодержащего алюмосиликатного катализатора является одним из наиболее крупнотоннажных процессов нефтепереработки.
Постадийно процесс каталитического крекинга может быть представлен следующим образом:
- поступление сырья к поверхности катализатора;
- хемосорбция на активных центрах катализатора;
- химическая реакция на поверхности катализатора;
- десорбция продуктов крекинга и непрореагировавшей части сырья с поверхности и частично из внутренних пор катализатора;
- вывод продуктов крекинга из зоны реакции на последующую их ректификацию.
Подробное описание технологии каталитического крекинга представлено в статье.
Факторы, влияющие на процесс крекинга
Основными факторами, влияющими на процесс каталитического крекинга, являются:
- свойства применяемого для крекирования катализатора;
- температура процесса;
- кратность циркуляции катализатора (отношение количества катализатора к определенному количеству сырья);
- продолжительность контакта сырья с катализатором;
- качество крекируемого сырья.
Требования к катализатору
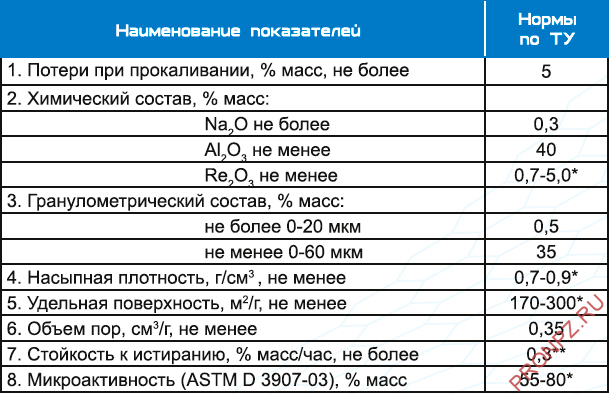
Процесс FCC устанавливает ряд требований к параметрам катализатора:
- Активность, селективность и доступность: прежде всего, каталитические свойства для превращения крупных молекул исходного сырья в нужные молекулы;
- Стойкость к истиранию: частицы катализатора должны выдерживать удары друг о друга и стенки агрегата во время циркуляции;
- Гидротермическая стабильность: катализатор должен выдерживать температуру и парциальное давление пара в регенераторе;
- Толерантность к металлам: катализатор должен быть способен выдерживать действие ядов в (более тяжелом) исходном сырье;
- Селективность кокса: катализатор должен производить минимальное количество кокса при высокой активности крекинга, особенно при переработке более тяжелого сырья, такого как остатки;
- Флюидизируемость: компоненты катализатора должны быть доступны в форме, допускающей флюидизацию в регенераторе.
Структура и состав катализатора

Основным активным компонентом является цеолит, обычно стабилизированная форма цеолита Y.
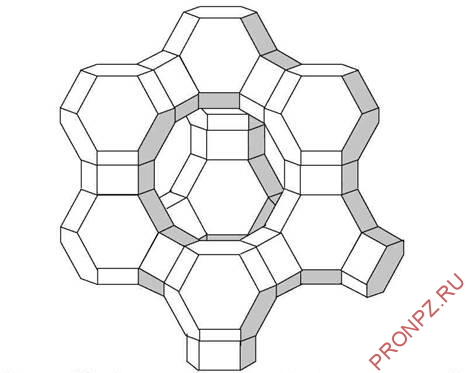
Этот материал содержит внутреннюю пористую структуру, в которой присутствуют кислотные участки, которые могут преобразовывать более крупные молекулы в молекулы желаемого бензинового диапазона. Глина добавляется в качестве наполнителя, но также и по причинам теплоемкости. Различные источники оксидов алюминия и кремния используются для получения мезо-и макропористой матрицы, которая позволяет прохождение более крупных молекул сырья и их предварительное крекирование. Кроме того, эти компоненты используются для связывания системы вместе. Дополнительные компоненты могут содержать специальные металлические ловушки для улавливания Ni и V. Компоненты обычно смешиваются в водной суспензии, а затем высушиваются распылением с образованием более или менее однородных сферических частиц, которые могут быть флюидизированы в регенераторе.
Реакции
Схематический обзор реакций, происходящих при конверсии исходного сырья FCC в бензиновый ассортимент или газовые продукты представлен на рисунке.
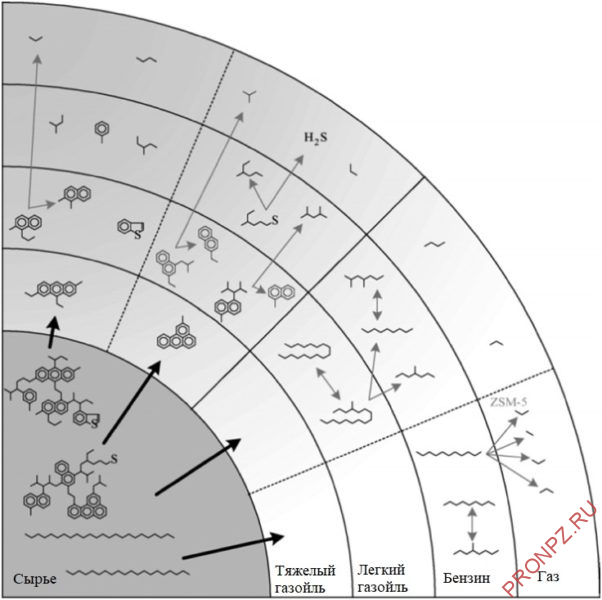
Очевидно, что конверсия происходит поэтапно, и бензин не является первичным продуктом реакции, из-за того, что крупные молекулы исходного сырья не могут проникнуть в поры цеолита Y. Скорее всего, крупные молекулы предварительно крекируются в матрице на пути к цеолитам. Реакции крекинга, вероятно, представляют собой комбинацию термических и каталитических реакций, в которых каталитическая реакция становится более важной, поскольку молекулы становятся меньше. Реакция каталитического крекинга катализируется кислотой.
Механизм крекинга
Наиболее вероятным механизмом каталитического крекинга углеводородов считается карбоний-ионный. Активация молекул углеводородов различного класса может проходить как на бренстедовских, так и на льюисовских кислотных центрах катализатора. Предполагают, что активация олефинов осуществляется на бренстедовских кислотных центрах, а парафины, циклопарафины и алкилароматические углеводороды могут активироваться на обоих типах кислотных центров.
Важную роль в каталитическом крекинге играет процесс перераспределения водорода, который в значительной степени формирует химический состав бензина каталитического крекинга (БКК) и, следовательно, определяет его октановое число. Существует мнение, что высокое содержание редкоземельных элементов в цеолитном катализаторе отрицательно влияет на октановые характеристики БКК.
Расход катализатора
Несмотря на то, что в системе крекинга имеется регенератор для выжига кокса с поверхности катализатора, необходима постоянная подпитка системы свежим катализатором. Это связано с уносом катализатора, в основном катализаторной пыли, которая образуется в случае недостаточной стойкости катализатора к истиранию. Также свежий катализатор необходим для поддержания активности катализатора и кратности его циркуляции.

Добавки к катализаторам
Многие установки крекинга используют присадки для повышения производительности процесса. Основные преимущества этих добавок (катализатор и добавки к сырью) заключаются в изменении выхода продуктов и уменьшении количества загрязняющих веществ, выбрасываемых из регенератора. Надежная конструкция автоматизированной многокомпонентной системы катализатора/присадок позволила переработчикам оптимизировать производительность установки и в некоторых случаях привести ее в соответствие с экологическими требованиями.
Существуют следующие добавки:
- СО-промотор горения
- SOx-снижающая добавка
- NOx-снижающая добавка
- Добавка ZSM-5
- Пассивация металлов
- Преобразование остатка.
Догорание СО
Большинство установок каталитического крекинга используют промотор СО, для дожига СО до СО2 в регенераторе. Промотор СО добавляется для ускорения горения СО в плотной фазе регенератора и минимизации высоких температурных отклонений, возникающих в результате дожигания СО в разбавленной фазе регенератора и при проходе через циклоны. СО-промотор усиливает равномерное горение кокса, особенно при неравномерном распределении отработанного катализатора внутри регенератора, контактирующего с воздухом, подаваемым на выжиг кокса.
Снижение SOx
Кокс на отработанном катализаторе, поступающем в регенератор, содержит соединения серы. В регенераторе сера внутри кокса преобразуется в SO2 и SO3. Эта смесь SO2 и SO3 обычно называется SOx. В большинстве регенераторов крекинга более 95% SOx — это SO2, а остальное-SO3. SOx выходит из регенератора вместе с дымовыми газами и в конечном итоге выбрасывается в атмосферу. На концентрацию SOx в дымовых газах регенератора влияет несколько факторов. Они включают:
- выход кокса
- содержание тиофеновой серы в сырье,
- условия работы регенератора
- состав катализатора FCC.
Снижение NOx
Повышенные концентрации NOx оказывают вредное воздействие на здоровье человека, поэтому их содержание в атмосфере строго регулируется и не должно превышать нормы.
Общая концентрация NO+NO2 обычно называется NOx. В результате реакций крекинга в райзере на отработанный катализатор осаждается ~55% исходного органического азота, содержащегося в сырье. В типичном регенераторе полного сгорания сжигание кокса превращает около 7% поступающего органического азота в NOx (преимущественно NO). Полученный NO в регенераторе дымовых газов составляет около 15 мас. % коксового азота.
Добавка ZSM-5
Добавка ZSM-5 добавляется в процесс для повышения октанового числа бензина и увеличения выхода легких олефинов. ZSM-5 достигает этого путем модернизации низкооктановых компонентов в диапазоне кипения бензина (С7-С10) в легкие олефины (С3, С4, С5), а также изомеризации низкооктановых линейных олефинов в высокооктановые разветвленные олефины. ZSM-5 ингибирует гидрирование парафина путем крекирования олефинов C7+. Содержание ароматических веществ в бензине также повышается при использовании присадки ZSM-5.
При использовании ZSM-5 существует почти равномерный компромисс между объемом бензина FCC и выходом сжиженного газа. При увеличении октанового числа исследуемого бензина FCC на единицу наблюдается снижение выхода бензина на 1,5 об.% и почти соответствующее увеличение содержания сжиженного газа. Этот показатель зависит от качества сырья, рабочих параметров и базового октанового числа.
Пассивация металлов
Никель, ванадий, железо и натрий-это соединения металлов, которые обычно присутствуют в исходном сырье FCC. Эти металлы осаждаются на катализаторе, тем самым отравляя активные участки катализатора. Некоторые из доступных переработчикам вариантов снижения влияния металлов на активность катализатора заключаются в следующем:
- Увеличение скорости подачи свежего катализатора
- Использование металлических пассиваторов
- Включение металлической ловушки в катализатор FCC
- Использование технологии деметализации для удаления металлов из катализатора
В случае никеля соединения на основе сурьмы оказались наиболее эффективными в снижении пагубных последствий отравления никелем. Следует отметить, что, хотя существующая технология на основе сурьмы является наиболее эффективным методом снижения вредного воздействия никеля, сурьма является летучей и может считаться опасной. В этом случае пассиватор на основе висмута может быть лучшим выбором.
Добавка для преобразования кубового остатка
В ситуациях, когда одной из ключевых целей является максимизация производства ЛКГ без получения слишком большого количества тяжелого газойля, одним из приемлемых вариантов, является использование присадки к катализатору для преобразования кубового остатка. Эти добавки используют концентрированные катализаторы на основе окиси алюминия, которые могут селективно предварительно разрушать крупные молекулы сырья.
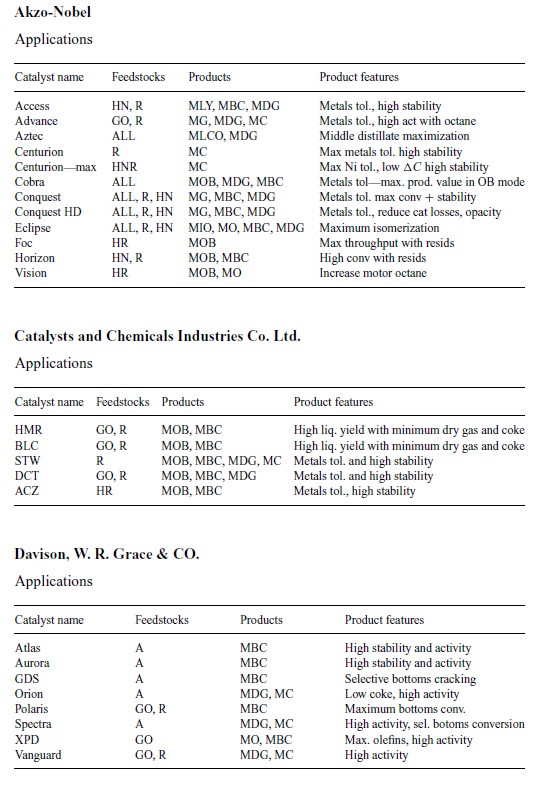
Производители катализаторов
Мировые
Ведущие мировые производители катализаторов и добавок для для процессов каталитического крекинга:
- Grace Catalysts Technologies
- Albemarle
- BASF SE
- Honeywell UOP
- Criterion Catalysts & Technologies (Shell)
- SINOPEC Catalyst Company
- Johnson Matthey
- Petro-HAIHUA
- Akzo-Nobel
- Engelhard