
Содержание
Назначение
Каталитический крекинг — это термокаталитическая переработка нефтяных фракций для получения ценных продуктов.
Каталитический крекинг является важнейшим крупнотоннажным процессом переработки нефти. Мировая мощность построенных установок крекинга составляет более 770 млн. т/год
Сырье и продукты
В качестве сырья на установку может поступать:
- Вакуумный газойль с вакуумных блоков установок АВТ
- Непревращенный остаток с установки гидрокрекинга
- Фильтраты и экстракты с установок производства масел
- Газойли установки замедленного коксования и др.
- Мазуты с установок АВТ в смесях с вакуумным газойлем.
При наличии на производстве установки гидроочистки вакуумного газойля может потребоваться дополнительная гидроочистка получаемого бензина для соответствия его требованиям Евро-5.
Продуктами установки являются:
- Сухой газ – сырье установок сероочистки.
- Сжиженные углеводородные газы (пропан-пропиленовая фракция (ППФ) и бутан-бутиленовая фракция (ББФ) – сырье установок МТБЭ и сернокислотного алкилирования.
- Высокооктановый компонент автобензинов (ОЧИМ 90-92)
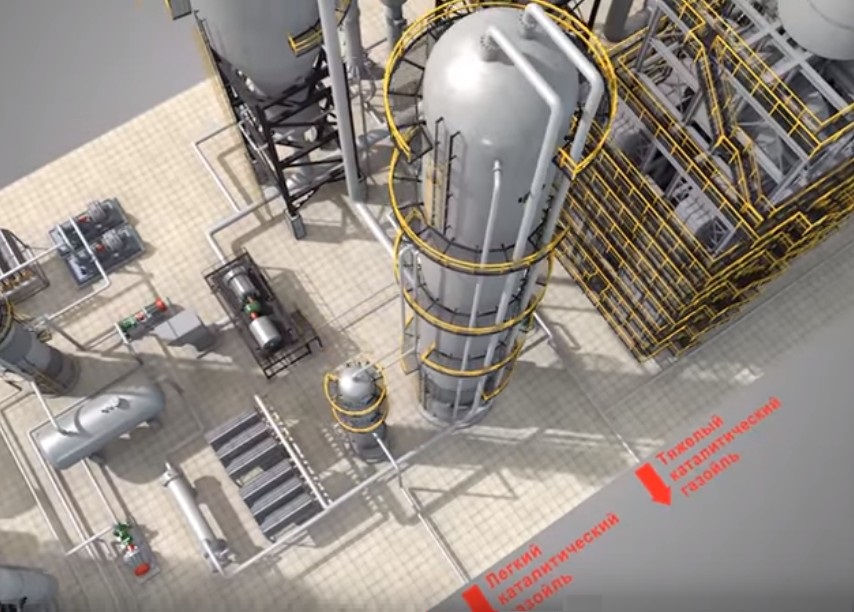
- Легкий каталитический газойль – сырье установок гидроочистки ДТ, компонент товарного мазута.
- Тяжелый каталитический газойль – сырье для производства технического углерода, компонент мазута.
- СВСГ – сырье установок производства серы и серной кислоты.
Бензин каталитического крекинга
Характеристики гидроочищенного бензина каталитического крекинга представлены в таблице. Бензин каталитического крекинга используется в качестве компонента для приготовления автобензинов. Вовлечение БКК в автобензины АИ-92, АИ-95, АИ-98 составляет от 20 до 50% мас. в зависимости от рецептуры.
| Показатель | Ед. изм. | Значение |
| ОЧИМ | ед. | 90-91 |
| ОЧММ | ед. | 80-80,5 |
| ДНП | кПа | 72 |
| Содержание бензола | % мас. | 0,5 |
| Содержание ароматики | % мас. | 26 |
| Содержание нафтенов | % мас. | 8 |
| Содержание олефинов | % мас. | 24 |
| Содержание изопарафинов | % мас. | 35 |
| Т нк | ○С | 30 |
| Т50% | ○С | 90 |
| Ткк | ○С | 213 |
| Сера | % мас. | 0,0014 |
| Плотность при 20○С | кг/м3 | 727 |
Технологическая схема

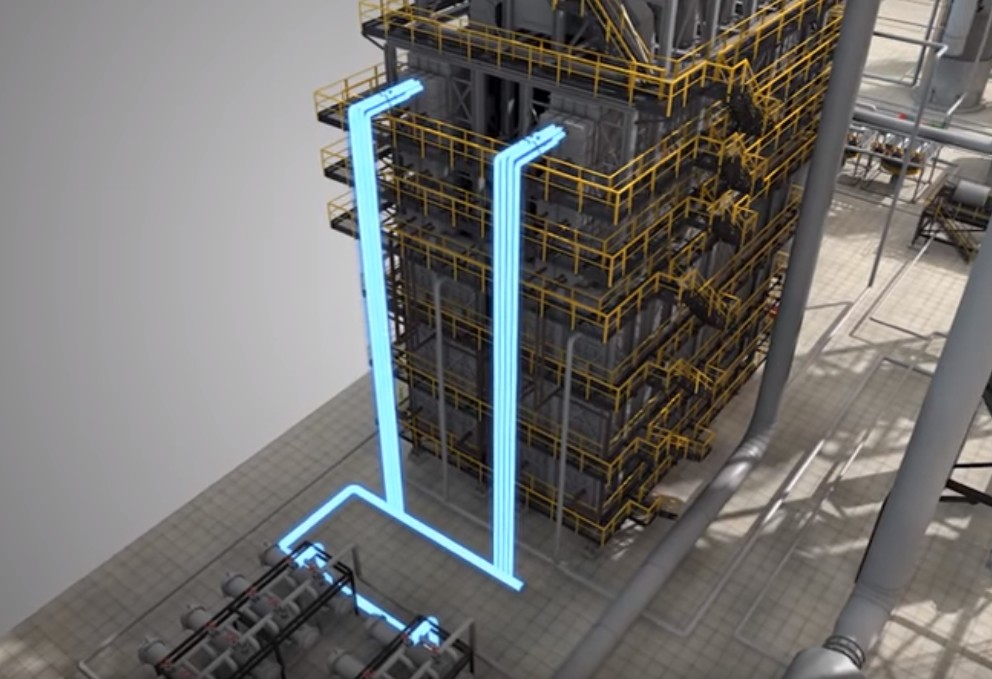
Предварительный нагрев сырья
Сырье перекачивается насосами через блок теплообменников, где нагревается до 220 °С. Далее сырьевой поток разделяется на 8 потоков, которые направляются в печь, где происходит нагрев до температуры 250-260 °С.
Реакторно-регенераторный блок
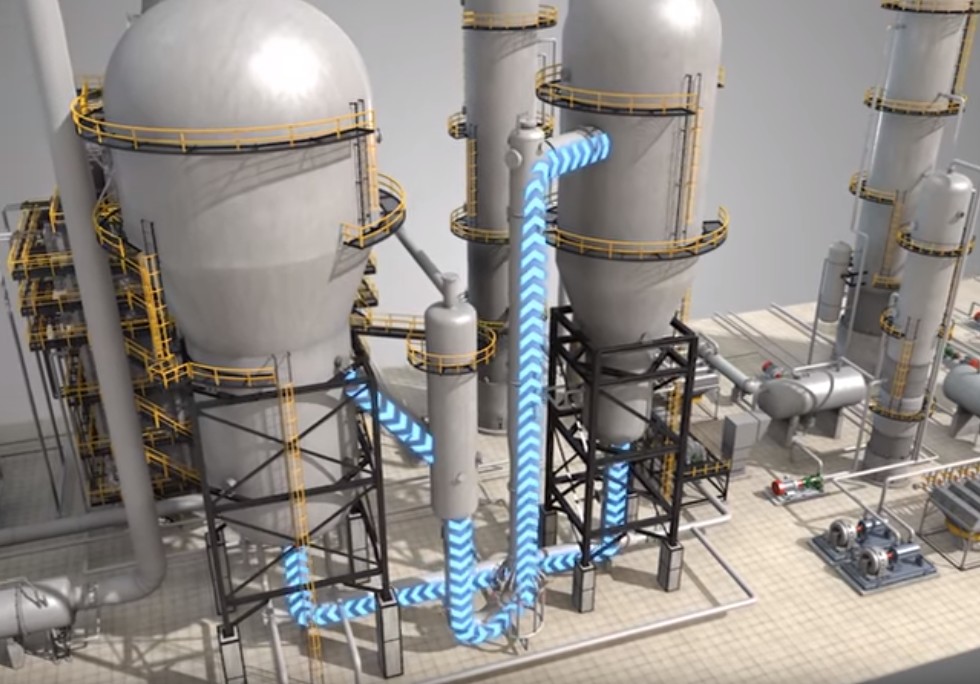
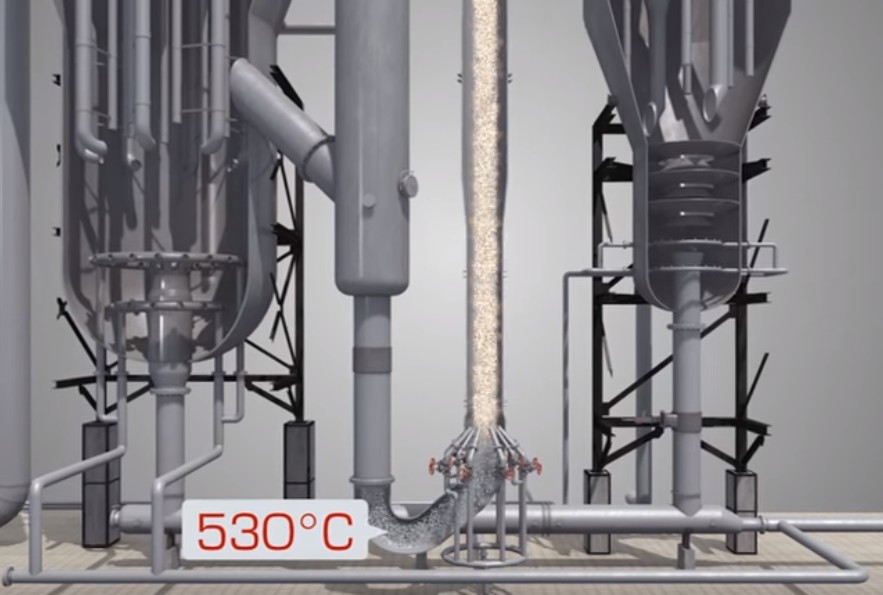
Нагретый поток сырья поступает в слой циркулирующего катализатора реакторного блока через райзер – прямоточный реактор. Происходит смешение потока сырья, распыляемого через форсунки с катализатором, имеющим температуру 530 °С.
При температуре 530 °С происходит реакция крекинга с образованием продуктов реакции, находящихся в газообразном состоянии.
Катализатор – микросферический цеолитсодержащий алюмосиликат. Более подробно о катализаторах каталитического крекинга.
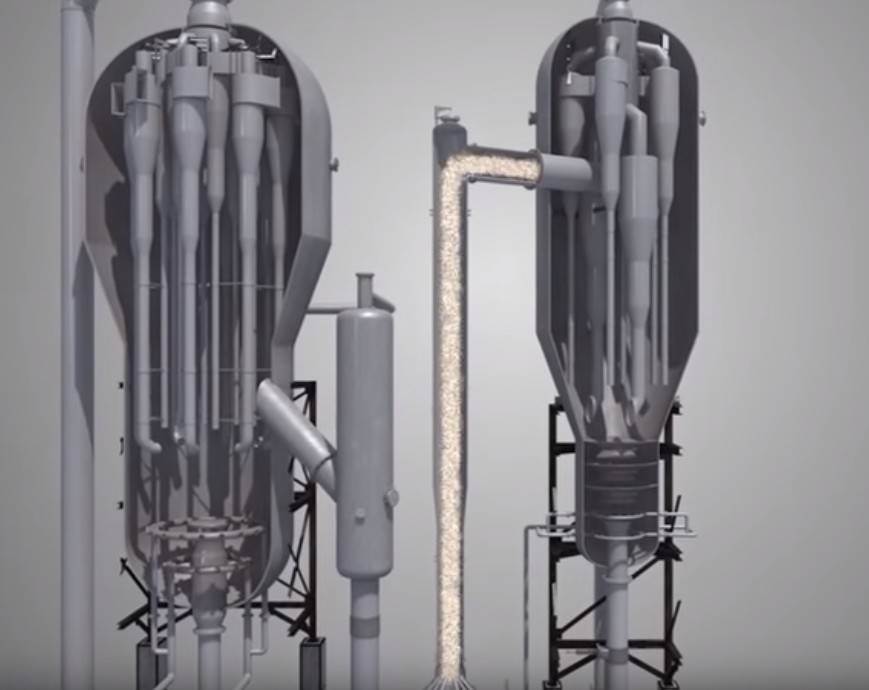
Образовавшаяся смесь, состоящая из продуктов реакции и катализатора перемещается в реактор, где установлены циклоны 1 и 2 ступени.
Циклоны
В циклонах 1 ступени более тяжелый катализатор, за счет центробежной силы, отбрасывается к стенкам устройства и направляется вниз реактора, а газообразные продукты реакции направляются во вторую ступень.
Оставшиеся продукты реакции переходят во вторую ступень циклонов тонкой очистки, где происходит аналогичный процесс.
При этом, катализатор ссыпается вниз реактора, куда подается пар для того, чтобы отделить принесенные ценные для нефтепереработки углеводороды. На поверхности катализатора откладывается кокс – побочный продукт.
Очищенный от катализатора продукт в состоянии парогазовой смеси с верха реактора подается на блок нагревательно-фракционирующей части (НФЧ) для последующего разделения.
После отделения от продукта катализатор попадает в транспортную линию, куда подается воздух для его транспортировки в регенератор. В регенераторе происходит выжиг кокса с поверхности катализатора при температуре 600 °С, поскольку при такой температуре кокс самовоспламеняется.

Дымовые газы, пройдя две ступени циклонов, попадают в котел-утилизатор для выработки пара среднего давления.
Отбившийся при этом катализатор спускается вниз регенератора, ссыпается в хоппер — бункер для предварительного сбора катализатора. Затем через шиберную задвижку катализатор подается на реакцию с сырьем в райзер.
Движение катализатора между реактором и регенератором происходит за счет подачи воздуха от воздуходувки, а между регенератором и реактором за счет перепада давления.
Основная фракционирующая колонна
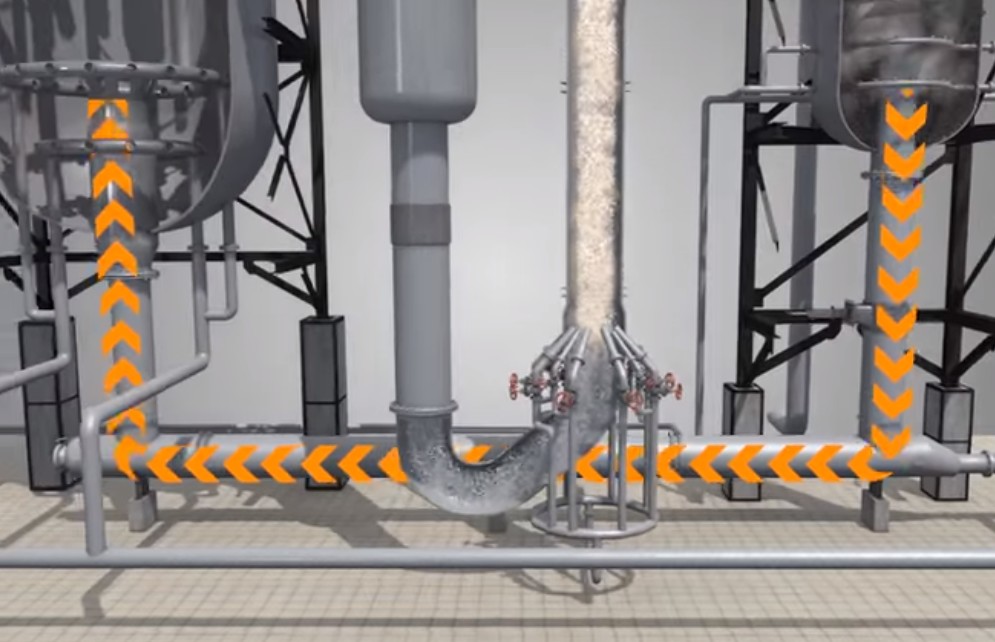
Парогазовая смесь, которая образовалась в процессе реакции, сверху реактора направляется в кубовую часть фракционирующей колонны, где проходит ее разделение.

В кубовой части колонны образуется шлам – непревращенный остаток каталитического крекинга с высоким содержанием кокса, тяжелых металлов, катализаторной пыли. Шлам обычно не выводится, а отправляется на смешение с сырьем реакторного блока.
С нижней глухой тарелки колонны выводится тяжелый каталитический газойль. Одна часть газойля через отпарной стриппинг выводится из колонны, а вторая через блок теплообменников возвращается в колонну в качестве орошения для охлаждения кубовой части колонны и предотвращения коксообразования.
Из средней части колонны выводится легкий каталитический газойль, являющийся компонентом дизельного топлива. Он проходит через стриппинг, в который подается пар, отпаренный каталитический газойль выводится с установки.
Сверху фракционирующей колонны выводятся:
- Сухой газ
- Пропан-пропиленовая фракция
- Бутан-бутиленовая фракция
- Бензин
Все продукты реакции, попадая в АВЗ и водяные охладители — охлаждаются и с температурой 30-45 градусов Цельсия попадают в трехфазный сепаратор. Здесь происходит разделение на воду, бензин и газ.
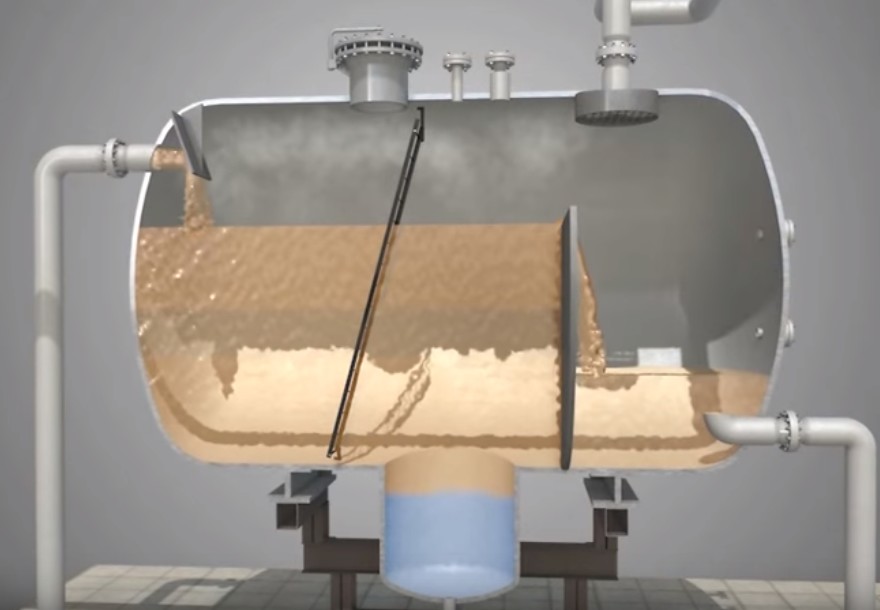
Часть бензина возвращается в колонну, а другая часть направляется на блок стабилизации бензина, где идет происходит разделение газа от бензина.
Блок очистки жирного газа от сероводорода
Сверху сепаратора смесь газов попадает на блок очистки от сероводорода в аппарат для поглощения газов (абсорбер).
В верхнюю часть колонны подается метилдиэтаноламин (МДЭА), который улавливает сероводород и с помощью насосов выводится на регенерацию (десорбцию).
Абсорберы 1-й и 2-й ступени
Очищенный от сероводорода жирный газ поступает на прием газовых компрессоров. Компремированный жирный газ охлаждается и конденсируется в АВЗ. Далее он снова направляется в сепаратор, из которого при помощи насосов поступает в абсорбер 1-й ступени. Также в абсорбер поступает газ из сепаратора высокого давления и бензин. Куб колонны подогревается с помощью термосифонных кипятильников.
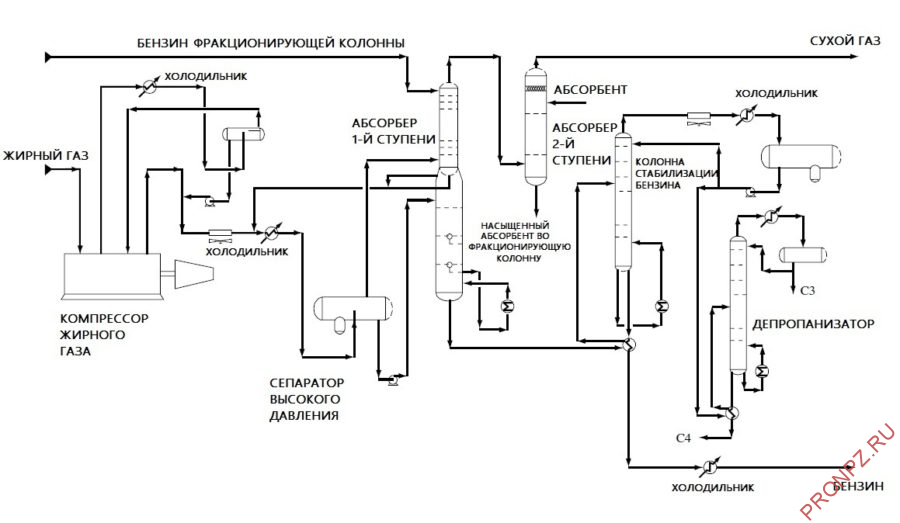
Пары с верха абсорбера 1-й ступени содержат углеводороды С4-С5, являющиеся ценными компонентами бензина. С целью их выделения предусмотрен абсорбер 2-й ступени.
В абсорбер 2-й ступени в качестве абсорбента подается стабильный бензин из основной фракционирующей колонны. Сверху абсорбера 2-й ступени выводится сухой газ, поступающий на установку сероочистки. Насыщенный абсорбент, содержащий углеводороды С4-С5 поступает в основную фракционирующую колонну на десорбцию.
Колонна стабилизации
Деэтанизированный бензин, в котором содержатся ББФ и ППФ, с низа абсорбера 1-й ступени поступает в колонну стабилизации.
С низа колонны выводится стабильный бензин, а смесь ППФ и ББФ выводится сверху колонны, избыток сжиженных газов подается на орошение колонны.
Депропанизатор (опционально)
Депропанизатор предусмотрен лишь в некоторых конфигурациях установок каталитического крекинга. Во многих конфигурациях ППФ выделяется из головной фракции уже при дальнейшей переработке на установках производства МТБЭ и сернокислотного алкилирования.
Смесь ППФ и ББФ из колонны стабилизации нагревается потоком кубового продукта депропанизатора и поступает в депропанизатор для разделения смеси на ППФ и ББФ.
Пары ППФ с верха колонны охлаждаются и конденсируются в рефлюксной емкости. Часть ППФ подается в колонну в качестве орошения, избыток выводится с установки. С куба колонны выводится ББФ, после чего поступает на установки производства МТБЭ или сернокислотного алкилирования.
Материальный баланс
Материальный баланс и некоторые параметры технологического режима работы установки каталитического крекинга Г-43/107 приведены в таблице.

Достоинства и недостатки
Недостатки
- Дорогостоящий катализатор, который необходимо регулярно добавлять в систему для компенсации дезактивации и истирания катализатора.
- Сложность аппаратурного оформления.
- Очень высокие капитальные и эксплуатационные затраты
Достоинства
- Возможность перерабатывать различные нефтяные фракции с получением высокооктанового бензина и газа, богатого пропиленом, изобутаном и бутенами;
- Сравнительная легкость совмещения с другими процессами, например, с алкилированием, гидрокрекингом, гидроочисткой, адсорбционной очисткой, деасфальтизацией и т. д.
- Широкие возможности варьирования продуктовой корзиной за счет различных добавок/модификаторов для катализаторов крекинга, а также за счет выбора температурного режима крекинга
Лицензиары
Большинство существующих установок FCC были спроектированы или модифицированы лицензиарами:
1. UOP (Universal Oil Products)
2. Kellogg Brown & Root—KBR (formerly The M.W. Kellogg Company)
3. ExxonMobil Research and Engineering (EMRE)
4. The Shaw Group Inc.
5. CB&I Lummus
6. Shell Global Solutions International
7. Axens & 8. Foster Wheeler – FCC technology
Существующие установки
Перечень установок каталитического крекинга на предприятиях РФ представлен в таблице. В России процесс реализован на 14 предприятиях, суммарная мощность установок крекинга составляет около 24 млн. т /год.





