
Содержание
Назначение
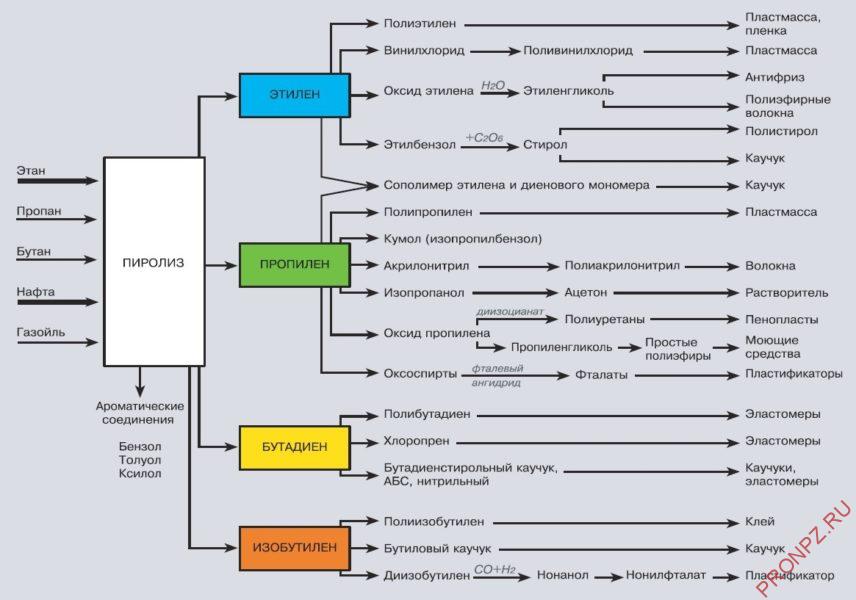
Пиролиз или паровой крекинг — это нефтехимический процесс, при котором насыщенные углеводороды распадаются на более мелкие, часто ненасыщенные, углеводороды. Это основной промышленный метод получения более легких олефинов, включая этилен и пропилен.
Этилен является одним из основных нефтехимических продуктов в мире, поскольку он является базой для синтеза многих химических веществ и продуктов. Мировое потребление этилена в 2018 году составило 164 млн тонн, а пропилена 106 млн тонн, бутадиена – 16 млн тонн. Согласно исследованиям, спрос на этилен будет расти на 3,3-3,4% ежегодно до 2025 года. В настоящее время паровой крекинг является преобладающей технологией производства этилена. Общая производственная мощность по всему миру составляет более 150 миллионов тонн в год.
Сырье и продукты
Современная мировая структура сырья пиролиза:
- этан — 27,6 % мас.
- сжиженные газы (пропан, бутан) — 14,0 % мас.
- прямогонный бензин (нафта) — 53,1 % мас.
- гидроочищенные керосино-газойлевые фракции — 5,3 % мас.
Нафта в основном является продуктом первичной переработки сырой нефти, в то время как этан более распространен в природном газе, сжиженные газы и газойли также могут являться продуктом первичной переработки нефти.
Химизм пиролиза
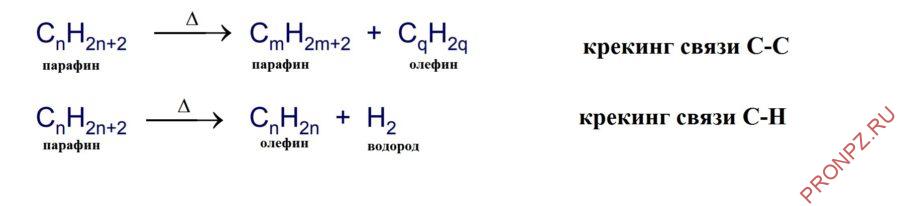
Процесс пиролиза протекает при очень высоких температурах, 750-900 °C, при давлении, близком к атмосферному. В этих условиях реакции крекинга одной или нескольких ковалентных углерод-углеродных (С-С) связей происходят по свободно радикальному механизму. Следовательно, образуется большее число более мелких молекул. Одновременно протекает реакция дегидрирования путем крекинга связи углерод-водород (С-Н).
Побочные реакции:
- изомеризация,
- циклизация,
- полимеризация
- циклодегидрирование → образование кокса (полиароматический СН)
Водяной пар добавляется в сырье для уменьшения образования побочных продуктов.
Малое время пребывания сырья в реакционных трубах предотвращает значительную долю побочных реакций, особенно образование кокса.
Технологическая схема
Предварительный подогрев
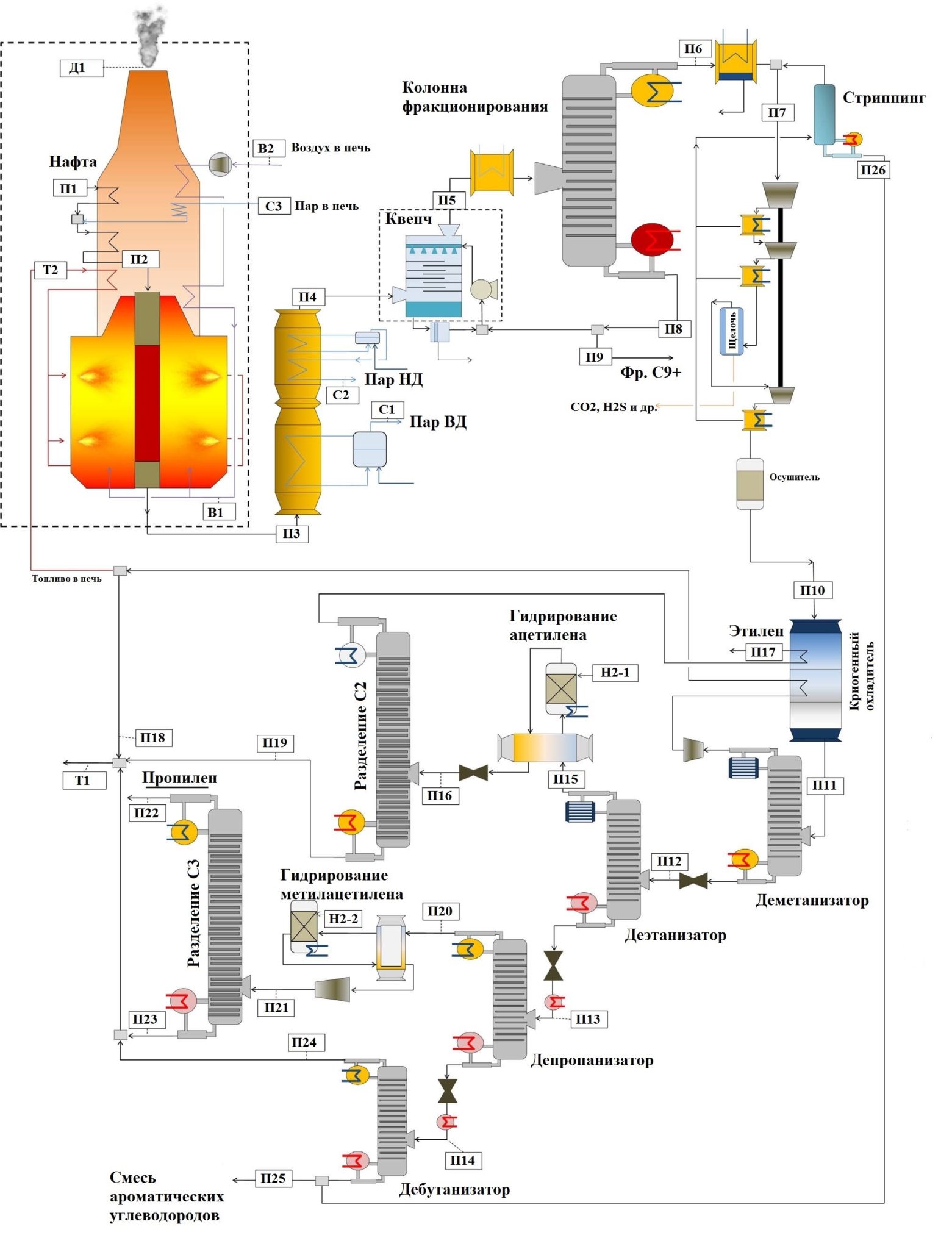
Поток сырьевой нафты (поток П01) предварительно нагревают и смешивают с паром (С3) до достижения соотношения пара к нафте порядка 0,5 (мас.). Поскольку пар инертен (не вступает в реакцию с этаном или другими компонентами), его присутствие не приводит к образованию побочных продуктов. Поддержание пара в пределах 0,3-0,5 достаточно для снижения парциального давления, чтобы сохранить равновесие реакции по отношению к этилену и уменьшить обратное превращение в этан. Далее смесь нагревают до 500 ○С (П2) и подают на крекинг.
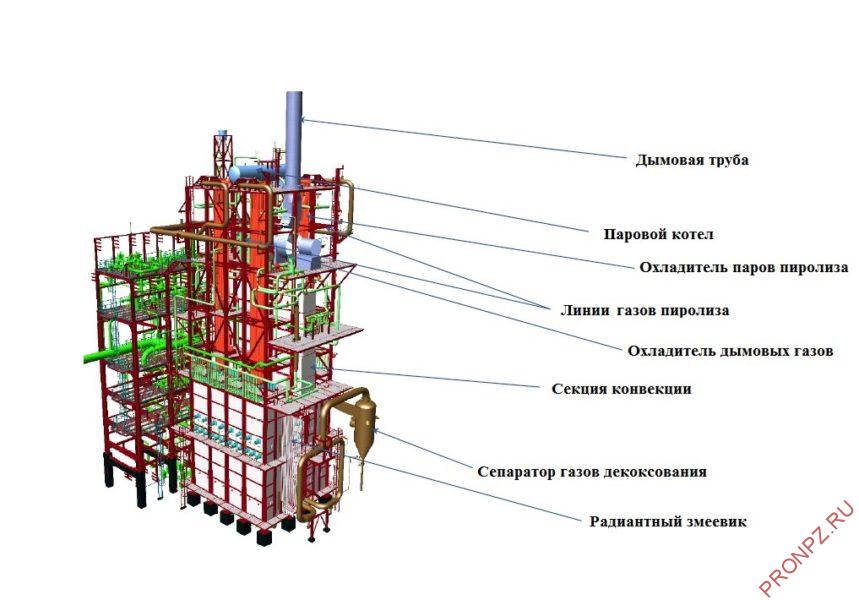
Печь пиролиза и блок захолаживания
Реакция крекинга проходит в змеевиках печи, где время пребывания сырья составляет порядка 0,6 с. Такое время выбирается с целью увеличить выход олефинов при режиме работы 850 °С и 1 бар. Продукты крекинга (которые выходят из печи при 850 °C в П3) охлаждаются до 230 °C (П4) путем производства пара высокого давления и низкого давления (ВД/НД) (С1 и С2) для выработки электроэнергии.
Газопродуктовая смесь захолаживается с помощью H2O и части жидкого продукта фр. С9+. В реакционной смеси присутствует значительное количество олефинов, которые легко подвергаются реакциям полимеризации и поликонденсации.
Квенчинг (квенч) – это технологический метод, который дает возможность быстро прекратить реакции крекинга с помощью подачи холодного сырья или охлажденного нефтепродукта в горячие продукты крекинга.
Блок фракционирования
Полученный газ (П5) охлаждается и подается в основную колонну фракционирования, где тяжелые компоненты (C9+) выходят с куба колонны (П8). Легкие компоненты (П6) с верха колонны сначала охлаждаются до температуры окружающей среды и направляются в сепаратор, где потоки газа и жидкости разделяются. Газовый поток (П07) сжимается в многоступенчатом компрессоре с промежуточным охлаждением до 3,1 МПа. В процессе компримирования газа с его последующим охлаждением образуется жидкая фаза, которая затем направляется в отпарную колонну для извлечения жидких ароматических углеводородов (П26).
Во время сжатия газа (обычно на последней стадии) газ очищают при помощи каустической соды (NaOH) для удаления кислых газов. Затем очищенный газ (П10) осушают с помощью цеолитов и направляют в секцию фракционирования установки пиролиза. Газ сначала охлаждают до температуры порядка минус 50 °С и подают в деметанизатор.
Деметанизатор
Деметанизатор — ректификационная колонна, предназначенная для выделения из смеси углеводородных компонентов или газового бензина в качестве ректификата метана. Применяются для удаления неконденсирующихся компонентов, содержание которых в реализуемой продукции ограничивается. Деметанизаторы работают при давлении 3,5-4,0 МПа, температуре в рефлюксной емкости от -60 до -90 °С.
Несконденсированные газы выходят из верхней части колонны. Далее газ проходит через турбодетандер, в результате чего его давление снижается до 0,1 МПа и газ охлаждается. Охлажденный поток газа используется для захолаживания сырья на входе в деметанизатор, после чего используется в качестве топлива в печи (Т1) и в котле (Т2).
Турбодетандер, является центробежной или осевой турбиной, проходя через которую сжатый газ высокого давления расширяется с высвобождением энергии, которая часто используется для приведения в действие компрессора или генератора.
Газ низкого давления на выходе из турбины имеет очень низкую температуру минус 150 °С или менее, в зависимости от рабочего давления и свойств газа.
Нижний продукт деметанизатора при давлении 2,6 МПа (П12) подается в деэтанизатор.
Деэтанизатор
Дистиллят деэтанизатора сначала направляется в реактор гидрирования, где ацетилен (C2H2) преобразуется в этилен. Затем смесь компонентов С2 разделяется в ректификационной колонне, работающей при давлении 1,8 МПа.
Кубовый продукт деэтанизатора подается в депропанизатор.
Депропанизатор
Дистиллят депропанизатора сначала направляется в реактор гидрирования для преобразования метилацетилена (C3H4) в пропилен (C3H6), а затем направляется в колонну разделения C3, работающую при давлении 2,1 МПа.
Кубовый продукт депропанизатора направляется на разделение в дебутанизатор.
Дебутанизатор
Дистиллят дебутанизатора (П24) смешивается с оставшимися несконденсированными газами и используется в качестве топлива для котла.
Тяжелые углеводороды с куба дебутанизатора (П25) направляются на извлечение и разделение ароматических углеводородов.
Колонны разделения фракций С2 и С3
Ректификационная колонна разделения углеводородов С2 содержит более 120 тарелок. Этилен выводится с верха колонны и после рекуперации тепла доступен для проведения процесса полимеризации (П17). Колонна разделения С3 содержит более 240 тарелок для достижения желаемой чистоты пропилена (марки полимера) в выводимом дистилляте (П22).
Установка полностью интегрирована с паровым циклом, в котором пар (различного давления) производится и распределяется на установке. Тепло дымовых газов печи используется для предварительного нагрева реагентов до требуемой температуры и для производства пара. Произведенный пар имеет давление 10,0 МПа и перегревается до 500 °C. Пар низкого давления используется для реакций крекинга и для ребойлеров на установке.
Достоинства и недостатки
Недостатки
- высокая стоимость капитальных затрат из-за наличия на установке крайне высоких и низких температур (от -160 до +900 °С)
- отложения кокса в змеевиках печи, охладителе паров пиролиза вследствие высоких температур
Достоинства
- высокий и постоянно растущий спрос на продукты пиролиза
- возможность проектирования установки под любые возможные типы сырья от газа до газойля для получения требуемой корзины нефтепродуктов.
Материальный баланс
Продукты, получаемые в реакции, зависят от состава сырья, отношения углеводородов к пару, а также от температуры крекинга и времени пребывания в печи. Выход продуктов пиролиза в зависимости от типа сырья достаточно вариативен. Из легких углеводородов, таких как этан, пропан, бутан, СПГ или легкая нафта, получают набор продуктов, богатых легкими олефинами, включая этилен, пропилен и бутадиен. Тяжелые углеводороды, получаемые в процессе пиролиза богаты ароматическими углеводородами и углеводородами, подходящими для включения в бензин или мазут.
|
Продукты, % мас. |
Сырье | |||||
| Этан | Пропан | Бутан | Нафта | Газойль | Сжиженный природный газ | |
| Н2+СН4 | 13 | 28 | 24 | 26 | 18 | 23 |
| Этилен | 80 | 45 | 37 | 30 | 25 | 50 |
| Пропилен | 2,4 | 15 | 18 | 13 | 14 | 12 |
| Бутадиен | 1,4 | 2 | 2 | 4,5 | 5 | 2,5 |
| Смесь бутиленов | 1,6 | 1 | 6,4 | 8 | 6 | 3,5 |
| С5+ | 1,6 | 9 | 12,6 | 18,5 | 32 | 9 |
Существующие установки
Суммарная мощность российских пиролизных установок по этилену — около 3 млн т в год (менее 2% общемирового показателя). Традиционно, крупные пиролизные комплексы входят в состав добывающих компаний (ТАИФ, «Роснефть», ЛУКОЙЛ). Стратегия развития отрасли предусматривает создание шести крупных конгломератов-кластеров, в рамках которых развивалась бы полная производственная цепочка — от добычи углеводородов до выпуска конечных потребительских товаров. Одним из итогов реализации плана развития нефтехимической отрасли должно было стать наращивание пиролизных мощностей с 3,1 млн т в 2012 году до 7,8 млн т в 2017-м, а к 2020 году они должны составить уже 12,8 млн т.
Самый крупный комплекс пиролиза принадлежит «СИБУР-ЗапСибНефтехим» (г. Тобольск) с мощностью 1,5 млн т/год. Крупные установки пиролиза принадлежат ОАО «Нижнекамскнефтехим» (г. Нижнекамск) и ОАО «Казаньоргсинтез» (г. Казань). Суммарная мощность всех установок составляет порядка 4,5 млн т/ год по этилену. В России сырьем процесса пиролиза преимущественно является этан-пропановая фракция.





