

Содержание
Установка сернокислотного алкилирования предназначена для переработки бутан-бутиленовой фракции (ББФ) с установки каталитического крекинга с целью получения высокооктанового компонента бензина — алкилата.

Получение алкилата
Процесс получения алкилата осуществляется при низких температурах в реакторе смешения с использованием мешалок для перемешивания реакционной смеси.
В качестве катализатора реакции алкилирования используются серная кислота с установки производства и регенерации серной кислоты с концентрацией от 96 до 98 %.
Низкая температура в реакторе от 4 до 8 оС поддерживается за счет испарения изобутана.
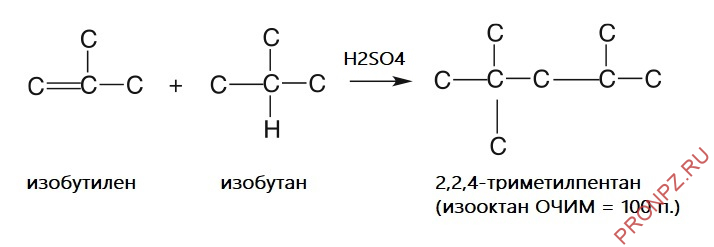
Реакция алкилирования представляет собой присоединение олефинового углеводорода к изопарафиновому.
Также на установке получаются такие не целевые продукты как:
- н-бутан,
- пропан
- изобутан
Технологическая схема
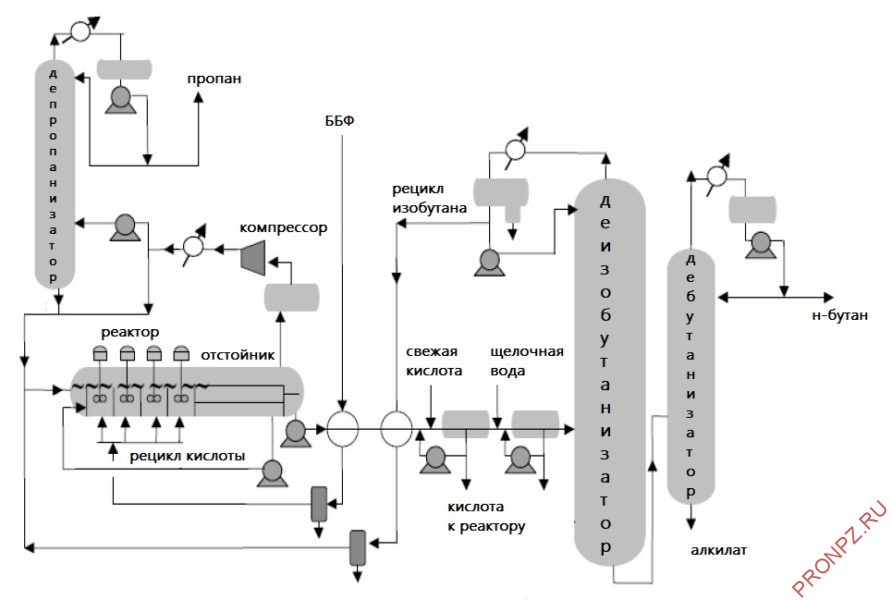
ББФ приходит с установки каталитического крекинга, прокачивается через теплообменники и испаритель, где охлаждается до температуры 4 оС и далее поступает в коалесцирующее устройство.
В коалесцере производится очистка сырья от содержащейся в нем воды.
Реактор алкилирования
После очистки сырье поступает в 12 реакционных зон реактора, где осуществляется основная реакция получения алкилата в присутствии 96-98 % серной кислоты в качестве катализатора.

Емкость-отстойник
Полученная смесь продуктов реакции и кислоты перетекает в емкость-отстойник, где происходит их расслоение за счет разности плотностей. Кислота откачивается из емкости, смешивается со свежей кислотой поступающей с установки производства кислоты и снова подается в реактор.
Отстоявшиеся углеводороды откачиваются насосом проходя через теплообменник, где нагреваются за счет сырья и поступают на щелочную и водную промывку для нейтрализации части увлеченной кислоты.
В смесительном устройстве углеводороды смешиваются с циркулирующей щёлочью, при этом происходит реакция нейтрализации увлеченной кислоты.
Затем смесь непрореагировавших углеводородов и продуктов реакции разделяется в емкости-отстойнике. Углеводороды выводятся из емкости поступают на промывку водой в емкость отстойник.
Деизобутанизатор
После промывки смесь поступает на четвертую тарелку колонны деизобутанизации.
Пары изобутана сверху колонны после конденсации в аппаратах воздушного охлаждения поступают в рефлюксную емкость, из которой основная часть изобутана подается в колонну в качестве орошения. Избыток частично откачивается с установки ТСЦ, а частично подается в качестве рециркулята на вход в реактор, где смешивается с сырьем.
Дебутанизатор
Из куба колонны жидкость подается на четырнадцатую тарелку колонны дебутанизации, где аналогичным образом происходит выделение из смеси углеводородов н-бутана, который в качестве продукта откачивается с установки.
Отделенный от бутана и изобутана алкилат, забирается насосом из куба колонны и также откачивается в товарно-сырьевой парк в качестве основного продукта установки.
Для нормального протекания реакции сернокислотного алкилирования необходимо поддерживать температуру в реакционной зоне на уровне от 4 до 8 оС.
Охлаждение реактора осуществляется с помощью циркулирующего изобутана. Пары изобутана из реактора поступают в сепаратор, где освобождаются от жидкости и затем поступают на сжатие в компрессор, после чего сжатый газ поступает в ресивер.
Депропанизатор
Так как в выделенном изобутане содержится некоторое количество пропана, для его отделения предусмотрена колонна депропанизации. Из ресивера изобутана его смесь с пропаном откачивается насосом и предварительно пройдя щелочную и водную промывку поступает на двадцать третью тарелку депропанизатора.
Сверху колонны пары пропана, после конденсации в аппаратах воздушного охлаждения, поступают в рефлюксную емкость. Из рефлюксной емкости основная часть пропана насосом подается в депропанизатор на орошение, а избыток выводится с установки.
Изобутан из куба колонны поступает в теплообменник, где отдает тепло поступающему в колонну сырью. Охлажденный изобутан подается в сепаратор откуда жидкая фаза откачивается насосом, смешивается с циркулирующим изобутаном и кислотой и вводится в первую секцию реактора.

Алкилирование изопарафинов олефинами
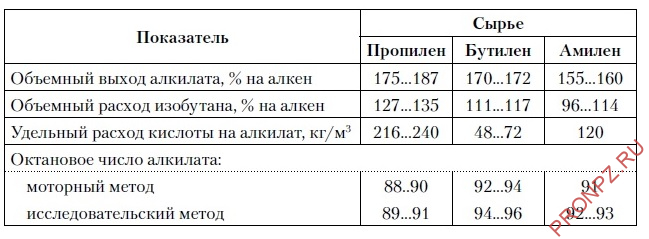
С-алкилированию в нефтепереработке чаще всего подвергают изобутан и значительно реже изопентан (последний является ценным компонентом автобензина (его ОЧИМ = 93). Существенное влияние на показатели процесса оказывает состав алкенов. Этилен практически не алкилирует изобутан, но сульфатируется и полимеризуется. Пропилен легко вступает в реакцию с изобутаном, но октановое число меньше, чем при алкилировании бутиленами. Высшие алкены (С5 и выше) более склонны к реакциям деструктивного алкилирования с образованием низкомолекулярных и низкооктановых продуктов.
Материальный баланс
| Наименование продукта | Измерение | Сутки | |
| един. | итого | % | |
| Входы | |||
| Изобутан на установку | т | 48,00 | |
| ББФ на установку | т | 447,70 | |
| Итого вход | т | 495,7 | 100 |
| Выход | |||
| Алкилат | т | 449,5 | 90,7 |
| Сухой газ | т | 11,4 | 2,3 |
| Бутан | т | 34,8 | 7,0 |
| Итого выход | т | 495,7 | 100,0 |
Достоинства и недостатки
Недостатки
- Высокий удельный расход катализаторов
- Высокая токсичность и коррозионная агрессивность фтористоводородной и серной кислот
- Необходимость утилизации отработанных кислот
- Необходимость выделения и последующей нейтрализации алкилата из реакционной смеси
- Высокая экологическая опасность процесса для здоровья человека и природы
- Высокие энергозатраты в связи с поддержанием низких температур в реакторе
Достоинства
- Основные достоинства алкилата это высокое октановое число (до 96 по исследовательскому и до 92 по моторному методу), отсутствие сернистых примесей, бензола, низкое давление насыщенных паров
- Простота технологического оформления
- Высокая степень автоматизации





